
2026-03-09
In industrial lubrication, thermal management, and process engineering, silicone oil and mineral oil are two of the most widely used fluid types. Both function as industrial lubricants, heat transfer fluids, damping fluids, and processing aids, yet their chemical structures and performance characteristics differ significantly.
Understanding the differences between silicone oil and mineral oil, including their thermal stability, viscosity behavior, lubrication performance, oxidation resistance, and industrial applications, is essential for engineers, manufacturers, and procurement professionals when selecting the most suitable fluid for demanding operating environments.
As a manufacturer of high-purity silicone fluids, Silico® silicone oil products are developed to meet the strict performance requirements of modern industries while maintaining consistent quality and reliable technical specifications.
This article provides a comprehensive and professional comparison of silicone oil vs mineral oil, covering their properties, advantages, limitations, and industrial uses.
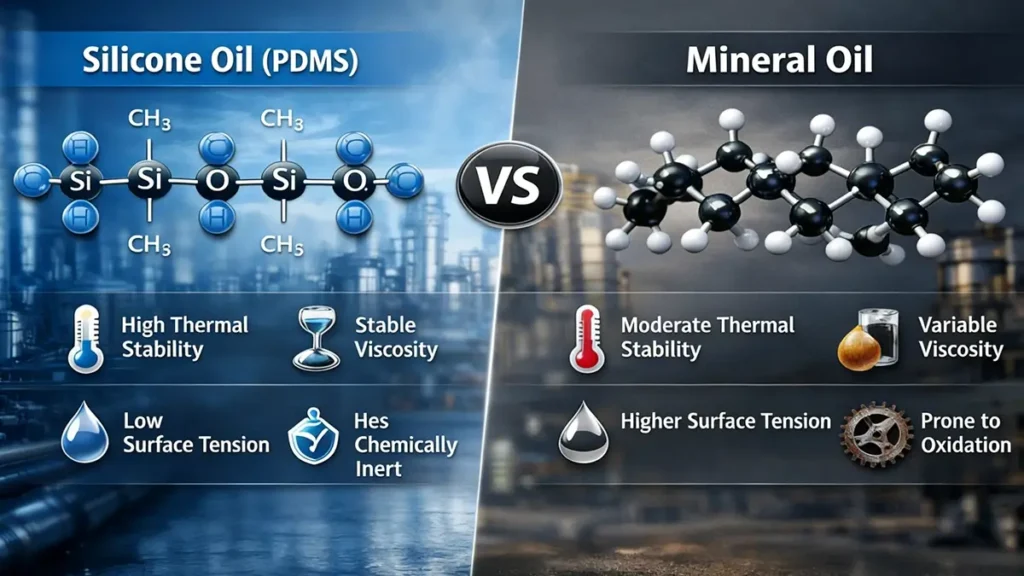
Silicone oil, commonly known as polydimethylsiloxane (PDMS), is a synthetic polymer composed of repeating silicon–oxygen (Si–O) backbone chains with methyl side groups. This molecular structure gives silicone fluids exceptional stability and performance under extreme conditions.
Unlike petroleum-based lubricants, dimethyl silicone oil (PDMS silicone fluid) is available in a wide range of viscosities, typically from 10 cSt silicone oil to 1000,000 cSt silicone oil, allowing it to be customized for different industrial applications.
Key properties of industrial silicone oil include:
Strong hydrophobicity and moisture resistance
Because of these characteristics, high-temperature silicone oil is widely used in industries such as electronics, plastics processing, textiles, chemicals, cosmetics, and precision manufacturing.
Typical uses of PDMS silicone oil for industrial lubrication include:
These features make silicone fluids essential materials in applications requiring long-term stability, reliable lubrication, and chemical resistance.

Mineral oil is a petroleum-derived lubricant produced through the refining and distillation of crude oil. It mainly consists of hydrocarbon compounds such as paraffinic and naphthenic molecules.
Because of its relatively low cost and good lubrication performance, industrial mineral oil lubricants are widely used across mechanical, automotive, and manufacturing sectors.
Common applications of industrial mineral oil include:General industrial machinery lubrication
Compared with synthetic silicone fluids, petroleum-based mineral oil lubricants typically offer lower thermal stability and narrower operating temperature ranges. Nevertheless, they remain widely used due to their affordability and compatibility with traditional lubrication systems.
| Property | Silicone Oil (PDMS) | Mineral Oil |
|---|---|---|
| Chemical structure | Silicon-oxygen polymer | Petroleum hydrocarbon |
| Thermal stability | Extremely high | Moderate |
| Operating temperature | −50 °C to 200 °C+ | −20 °C to ~150 °C |
| Oxidation resistance | Excellent | Moderate |
| Surface tension | Very low | Higher |
| Chemical reactivity | Highly inert | More reactive |
| Viscosity stability | Very stable | Temperature dependent |
| Cost | Higher | Lower |
One of the most important aspects in the silicone oil vs mineral oil comparison is thermal resistance. Silicone fluids can maintain chemical stability at temperatures exceeding 200 °C, making them ideal for high-temperature lubrication systems and heat transfer applications.
Mineral oils tend to oxidize and degrade at elevated temperatures, which may lead to sludge formation and reduced lubrication performance.
Silicone fluids have a low viscosity-temperature coefficient, meaning their viscosity changes very little with temperature variations.
This characteristic makes PDMS silicone oil for precision lubrication systems suitable for applications where consistent lubrication performance is required across a wide temperature range.
In comparison, mineral oil lubricants generally experience larger viscosity fluctuations when exposed to temperature changes.
Another important difference lies in chemical stability. Silicone oil demonstrates excellent resistance to oxidation, hydrolysis, and many chemical reactions.
Because of this chemical inertness of silicone oil, it performs reliably in harsh industrial environments such as chemical processing plants or high-temperature manufacturing systems.
At this stage, many manufacturers prefer specialized formulations such as Silico® PDMS silicone oil, which are designed to deliver consistent viscosity control and high purity for industrial applications.
Silicone oil also exhibits extremely low surface tension, allowing it to spread rapidly and form uniform thin films.
This property makes silicone oil for mold release agents, coating additives, and industrial defoamers highly effective in modern manufacturing processes.
Mineral oil generally has higher surface tension and does not spread as easily on surfaces.
The hydrophobic nature of silicone oil allows it to function effectively in moisture-sensitive electrical insulation and protective coating applications.
Many traditional industrial systems are designed specifically for petroleum-based lubricants, which ensures compatibility and easy replacement.
High-temperature damping lubricants
General machinery lubrication
These systems typically operate under moderate temperature conditions, where mineral oil provides reliable lubrication performance at lower cost.

Both silicone oil and mineral oil play essential roles in modern industrial lubrication and fluid engineering.
Silicone oil, particularly polydimethylsiloxane (PDMS silicone fluid), provides superior thermal stability, oxidation resistance, low surface tension, and long service life, making it ideal for advanced manufacturing, electronics, textile processing, and high-temperature lubrication systems.
Mineral oil, derived from petroleum refining, remains a practical and cost-effective solution for conventional mechanical equipment and general industrial lubrication.
For industries requiring reliable performance under demanding conditions, high-purity silicone fluids such as Silico® silicone oil offer a stable and technically advanced solution while maintaining compatibility with modern industrial processes.


